![]()
 全國服務(wù)熱線021-64162222
全國服務(wù)熱線021-64162222




 蝶閥知識
蝶閥知識 閥門首頁 > 閥門知識 > 蝶閥知識 >
閥門首頁 > 閥門知識 > 蝶閥知識 >
大型電動蝶閥的鑄造工藝
[ 2021-10-09 ]
一、大型電動蝶閥結(jié)構(gòu)分析
(1)此電動蝶閥屬園餅形結(jié)構(gòu),內(nèi)部空腔由8根加強(qiáng)筋連接支撐,頂部Φ620孔與內(nèi)腔相通,其余部分均為封閉形狀,砂芯難以固定,且易變形,蝶閥同時對砂芯排氣和內(nèi)腔的清理都帶來很大困難,如圖1。
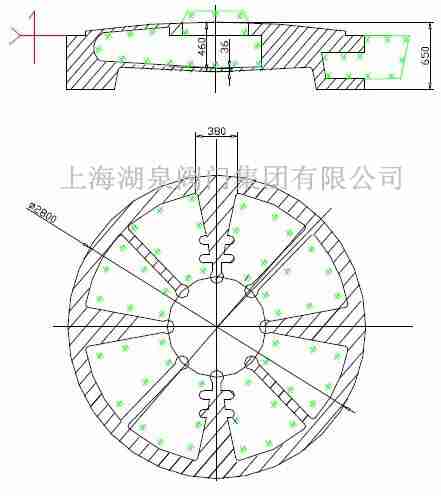
(2)鑄件壁厚相差很大,最大壁厚處達(dá)380mm,最小壁厚只有36mm。鑄件凝固時溫差較大,收縮不均勻極易產(chǎn)生縮孔、縮松缺陷致水壓試驗滲水。
二、大型電動蝶閥工藝方案設(shè)計
(1)分型面如圖一所示,將有孔的一端放在上箱,中間內(nèi)腔做一個整體砂芯,芯頭適當(dāng)加長,電動蝶閥以方便砂芯的緊固和翻箱時砂芯的穩(wěn)定,側(cè)面兩個盲孔懸臂泥芯芯頭長度要大于孔的長度,使整個砂芯重心偏向芯頭一側(cè),確保砂芯固定平穩(wěn)。
(2)采用半封閉式澆注系統(tǒng),∑F內(nèi):∑F橫:∑F直=1:1.5:1.3,直澆道用內(nèi)徑Φ120陶瓷管,蝶閥底部放置兩塊200×100×40mm耐火磚,以防鐵水直接沖擊砂模,橫澆道底部設(shè)置150×150×40泡沫陶瓷過濾網(wǎng),內(nèi)澆道用12根內(nèi)徑Φ30陶瓷管通過過濾網(wǎng)底部集水槽均勻連接至鑄件底部形成底注式澆注方案,如圖2。
(3)上模放置14個∮20型腔通氣孔,芯頭中間放置一根Φ200砂芯排氣孔,蝶閥在厚大部位放置冷鐵激冷,確保鑄件實現(xiàn)均衡凝固,利用石墨化膨脹原理取消補(bǔ)縮冒口,以提高工藝出品率,砂箱尺寸3600×3600×1000/600mm,用25mm厚鋼板焊接保證足夠的強(qiáng)度和剛性,如圖3。

三、大型電動蝶閥過程控制
(1)造型:造型前用Φ50×50mm標(biāo)準(zhǔn)試樣檢測樹脂砂的抗壓強(qiáng)度≥3.5MPa,,冷鐵及澆道部位重點緊實以確保砂模有足夠的強(qiáng)度抵消鐵水凝固時產(chǎn)生的石墨化膨脹,并防止鐵水長時間沖擊澆道部位造成沖砂。
(2)制芯:此砂芯由8根加強(qiáng)筋將整個砂芯分隔成8等分,蝶閥通過中間空腔連接而成,除中間芯頭外沒有其它支撐和排氣部位,如不能處理好砂芯固定和排氣,澆注后將出現(xiàn)砂芯移位和氣孔,因砂芯整體面積大,又被分隔成八個部分,必須有足夠的強(qiáng)度和剛性,才能確保砂芯起模后不損壞,澆注后不發(fā)生變形現(xiàn)象,從而保證鑄件壁厚的均勻一致,為此我們特制作了專用芯骨,并用通氣繩扎于芯骨之上從芯頭引出排氣,制芯時確保砂模的緊實度,如圖4所示。
(3)合箱:考慮此蝶閥內(nèi)腔清砂因難,整個砂芯涂刷兩層涂料,的第一層刷醇基鋯系涂料(波美度45-55),,待第一層涂燒干后再用醇基鎂系涂料刷第二層(波美度35-45)以防鑄件粘砂和燒結(jié),無法清理。芯頭部位用三個M25螺桿吊于芯骨主體結(jié)構(gòu)Φ200鋼管上與上模砂箱用螺冒固定鎖緊并檢查各部位壁厚是否均勻一致。

四、大型電動蝶閥熔煉澆注工藝
(1)用本溪低P、S、Ti優(yōu)質(zhì)Q14/16#生鐵,按40%~60%比例加入;廢鋼中嚴(yán)格控制P、S、Ti、Cr、Pb等微量元素,不允許有銹蝕油污存在,加入比例25%~40%;回爐料在使用前須拋丸清理干凈,確保爐料的清潔。
(2)爐后主要成份控制:C:3.5-3.65%,Si:2.2%~2.45%,Mn:0.25%~0.35%,P≤0.05%,S:≤0.01%,Mg(殘):0.035%~0.05%,在保證球化的前提下,Mg(殘)盡可能取下限。
(3)球化孕育處理:采用低鎂低稀土球化劑,加入比例1.0%~1.2%,常規(guī)沖入法球化處理,一次孕育0.15%覆蓋在包底球化劑上,球化完成扒渣后再轉(zhuǎn)包進(jìn)行二次孕育0.35%,澆注時進(jìn)行隨流孕育0.15%,
(4)采用低溫快澆工藝,澆注溫度1320℃~1340℃,澆注時間70~80s,澆注時鐵水不能斷流,澆口杯始終處于充滿狀態(tài),以防氣體和夾雜物通過澆道卷入型腔。
五、大型電動蝶閥鑄件檢測結(jié)果
(1)檢測附鑄試塊抗拉強(qiáng)度:485MPa,伸長率:15%,布氏硬度HB187。
(2)球化率95%,石墨大小6級,珠光體35%,金相組織見圖5。
(3)重要部位UT、MT二級探傷未發(fā)現(xiàn)可記錄缺陷。
(4)外觀平整光潔(見圖6),無夾砂、夾渣、冷隔等鑄造缺陷,壁厚均勻,尺寸符合圖紙要求。
(5)加工后進(jìn)行20kg/cm2水壓測試未出現(xiàn)滲漏現(xiàn)象。
六、大型電動蝶閥結(jié)束語
針對此電動蝶閥的結(jié)構(gòu)特點,著重從工藝方案設(shè)計、砂芯的制作和固定及鋯系涂料的使用方面解決了中間大砂芯不穩(wěn)定易變形及清砂困難的問題,用通氣繩和芯頭中間設(shè)置排氣孔避免了鑄件產(chǎn)生氣孔的可能,從爐料控制、澆道系統(tǒng)引用泡沫陶瓷過濾網(wǎng)和陶瓷內(nèi)澆道技術(shù)保證了鐵水的純凈,經(jīng)過多次孕育處理確保了鑄件金相組織和各項綜合性能都達(dá)到了客戶的標(biāo)準(zhǔn)要求。
(1)此電動蝶閥屬園餅形結(jié)構(gòu),內(nèi)部空腔由8根加強(qiáng)筋連接支撐,頂部Φ620孔與內(nèi)腔相通,其余部分均為封閉形狀,砂芯難以固定,且易變形,蝶閥同時對砂芯排氣和內(nèi)腔的清理都帶來很大困難,如圖1。
(2)鑄件壁厚相差很大,最大壁厚處達(dá)380mm,最小壁厚只有36mm。鑄件凝固時溫差較大,收縮不均勻極易產(chǎn)生縮孔、縮松缺陷致水壓試驗滲水。
二、大型電動蝶閥工藝方案設(shè)計
(1)分型面如圖一所示,將有孔的一端放在上箱,中間內(nèi)腔做一個整體砂芯,芯頭適當(dāng)加長,電動蝶閥以方便砂芯的緊固和翻箱時砂芯的穩(wěn)定,側(cè)面兩個盲孔懸臂泥芯芯頭長度要大于孔的長度,使整個砂芯重心偏向芯頭一側(cè),確保砂芯固定平穩(wěn)。
(2)采用半封閉式澆注系統(tǒng),∑F內(nèi):∑F橫:∑F直=1:1.5:1.3,直澆道用內(nèi)徑Φ120陶瓷管,蝶閥底部放置兩塊200×100×40mm耐火磚,以防鐵水直接沖擊砂模,橫澆道底部設(shè)置150×150×40泡沫陶瓷過濾網(wǎng),內(nèi)澆道用12根內(nèi)徑Φ30陶瓷管通過過濾網(wǎng)底部集水槽均勻連接至鑄件底部形成底注式澆注方案,如圖2。
(3)上模放置14個∮20型腔通氣孔,芯頭中間放置一根Φ200砂芯排氣孔,蝶閥在厚大部位放置冷鐵激冷,確保鑄件實現(xiàn)均衡凝固,利用石墨化膨脹原理取消補(bǔ)縮冒口,以提高工藝出品率,砂箱尺寸3600×3600×1000/600mm,用25mm厚鋼板焊接保證足夠的強(qiáng)度和剛性,如圖3。
三、大型電動蝶閥過程控制
(1)造型:造型前用Φ50×50mm標(biāo)準(zhǔn)試樣檢測樹脂砂的抗壓強(qiáng)度≥3.5MPa,,冷鐵及澆道部位重點緊實以確保砂模有足夠的強(qiáng)度抵消鐵水凝固時產(chǎn)生的石墨化膨脹,并防止鐵水長時間沖擊澆道部位造成沖砂。
(2)制芯:此砂芯由8根加強(qiáng)筋將整個砂芯分隔成8等分,蝶閥通過中間空腔連接而成,除中間芯頭外沒有其它支撐和排氣部位,如不能處理好砂芯固定和排氣,澆注后將出現(xiàn)砂芯移位和氣孔,因砂芯整體面積大,又被分隔成八個部分,必須有足夠的強(qiáng)度和剛性,才能確保砂芯起模后不損壞,澆注后不發(fā)生變形現(xiàn)象,從而保證鑄件壁厚的均勻一致,為此我們特制作了專用芯骨,并用通氣繩扎于芯骨之上從芯頭引出排氣,制芯時確保砂模的緊實度,如圖4所示。
(3)合箱:考慮此蝶閥內(nèi)腔清砂因難,整個砂芯涂刷兩層涂料,的第一層刷醇基鋯系涂料(波美度45-55),,待第一層涂燒干后再用醇基鎂系涂料刷第二層(波美度35-45)以防鑄件粘砂和燒結(jié),無法清理。芯頭部位用三個M25螺桿吊于芯骨主體結(jié)構(gòu)Φ200鋼管上與上模砂箱用螺冒固定鎖緊并檢查各部位壁厚是否均勻一致。
四、大型電動蝶閥熔煉澆注工藝
(1)用本溪低P、S、Ti優(yōu)質(zhì)Q14/16#生鐵,按40%~60%比例加入;廢鋼中嚴(yán)格控制P、S、Ti、Cr、Pb等微量元素,不允許有銹蝕油污存在,加入比例25%~40%;回爐料在使用前須拋丸清理干凈,確保爐料的清潔。
(2)爐后主要成份控制:C:3.5-3.65%,Si:2.2%~2.45%,Mn:0.25%~0.35%,P≤0.05%,S:≤0.01%,Mg(殘):0.035%~0.05%,在保證球化的前提下,Mg(殘)盡可能取下限。
(3)球化孕育處理:采用低鎂低稀土球化劑,加入比例1.0%~1.2%,常規(guī)沖入法球化處理,一次孕育0.15%覆蓋在包底球化劑上,球化完成扒渣后再轉(zhuǎn)包進(jìn)行二次孕育0.35%,澆注時進(jìn)行隨流孕育0.15%,
(4)采用低溫快澆工藝,澆注溫度1320℃~1340℃,澆注時間70~80s,澆注時鐵水不能斷流,澆口杯始終處于充滿狀態(tài),以防氣體和夾雜物通過澆道卷入型腔。
五、大型電動蝶閥鑄件檢測結(jié)果
(1)檢測附鑄試塊抗拉強(qiáng)度:485MPa,伸長率:15%,布氏硬度HB187。
(2)球化率95%,石墨大小6級,珠光體35%,金相組織見圖5。
(3)重要部位UT、MT二級探傷未發(fā)現(xiàn)可記錄缺陷。
(4)外觀平整光潔(見圖6),無夾砂、夾渣、冷隔等鑄造缺陷,壁厚均勻,尺寸符合圖紙要求。
(5)加工后進(jìn)行20kg/cm2水壓測試未出現(xiàn)滲漏現(xiàn)象。
六、大型電動蝶閥結(jié)束語
針對此電動蝶閥的結(jié)構(gòu)特點,著重從工藝方案設(shè)計、砂芯的制作和固定及鋯系涂料的使用方面解決了中間大砂芯不穩(wěn)定易變形及清砂困難的問題,用通氣繩和芯頭中間設(shè)置排氣孔避免了鑄件產(chǎn)生氣孔的可能,從爐料控制、澆道系統(tǒng)引用泡沫陶瓷過濾網(wǎng)和陶瓷內(nèi)澆道技術(shù)保證了鐵水的純凈,經(jīng)過多次孕育處理確保了鑄件金相組織和各項綜合性能都達(dá)到了客戶的標(biāo)準(zhǔn)要求。
本文標(biāo)題:大型電動蝶閥的鑄造工藝
本文地址:http://m.catea.org.cn/tech-diefa/3222.html
上一篇:上海湖泉閥門dn200電動蝶閥報價便宜嗎 / 下一篇:全襯四氟電動法蘭蝶閥D941F46/F4-16C DN200
 閥門資訊
閥門資訊
 閘閥改裝電動簡單嗎?怎么操作呢?
閘閥改裝電動簡單嗎?怎么操作呢?









上海湖泉閥門集團(tuán)有限公司Shanghai Hu Quan automation equipment Co., Ltd.
地址:上海市嘉定區(qū)馬陸鎮(zhèn)瀏翔公路1908號
電話:021-64162222
傳真:021-62677999
友情鏈接:電動閥門 電動球閥 環(huán)境檢測 硅膠 五金 工業(yè)信息網(wǎng) 水表 工業(yè)污水處理 減速電機(jī) 視覺檢測 SLAM 進(jìn)口電動球閥 深圳注冊公司 免費電影網(wǎng) 高低溫試驗箱
 滬公網(wǎng)安備 31011402005796號 |
網(wǎng)站地圖
滬公網(wǎng)安備 31011402005796號 |
網(wǎng)站地圖
滬ICP備11010885號
網(wǎng)站導(dǎo)航
 走進(jìn)湖泉
走進(jìn)湖泉微信公眾號
關(guān)注我們
